Резьбу на стержнях изображают по наружному диаметру сплошными основными линиями, а по внутреннему - сплошными тонкими.
Основные элементы метрической резьбы (наружный и внутренний диаметры, шаг резьбы, длину и угол резьбы) вы изучали в пятом классе. На рисунке указаны некоторые эти элементы, но на чертежах таких надписей не делают.
Резьбу в отверстиях изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими по наружному.

Условное обозначение резьбы показано на рисунке. Читать надо так: резьба метрическая (М) с наружным диаметром 20 мм, третьего класса точности, правая, с крупным шагом - «Резьба М20 кл. 3».

На рисунке обозначение резьбы «М25Х1,5 кл. 3 левая» следует читать так: резьба метрическая, наружный диаметр резьбы 25 мм, шаг 1,5 мм, мелкая, третьего класса точности, левая.

Вопросы
- Какими линиями изображают резьбу на стержне?
- Какими линиями показывают резьбу в отверстии?
- Как обозначают резьбу на чертежах?
- Прочитайте записи «М10Х1 кл. 3» и «М14Х1,5 кл. 3 левая».
Рабочий чертеж
Каждое изделие - машина или механизм - состоит из отдельных, соединенных между собой, деталей.
Детали обычно изготовляют литьем, ковкой, штамповкой. В большинстве случаев такие детали подвергают механической обработке на металлорежущих станках - токарных, сверлильных, фрезерных и других.
Чертежи деталей, снабженные всеми указаниями для изготовления и контроля, называют рабочими чертежами.
На рабочих чертежах указывают форму и размеры детали, материал, из которого ее надо изготовить. На чертежах проставляют чистоту обработки поверхностей, требования к точности изготовления - допуски. Способы изготовления и технические требования к готовой детали указывают надписью на чертеже.
Чистота обработки поверхности. На обработанных поверхностях всегда остаются следы обработки, неровности. Эти неровности, или, как говорят, шероховатость поверхности, зависят от инструмента, которым обрабатывают.
Например, поверхность, обработанная драчёвым , будет более шероховатой (неровной), чем после обработки личным напильником. Характер шероховатости зависит также от свойств материала изделия, от скорости резания и величины подачи при обработке на металлорежущих станках.
Для оценки качества обработки установлено 14 классов чистоты поверхностей. Классы обозначают на чертежах одним равносторонним треугольником (∆), рядом с которым проставляют номер класса (например, ∆ 5).
Способы получения поверхностей разной чистоты и их обозначения на чертежах. Чистота обработки одной детали бывает не везде одинаковая; поэтому на чертеже указывают, где и какая требуется обработка.

Знак со вверху чертежа указывает, что для грубых поверхностей требований к чистоте обработки не предъявляют. Знак ∆ 3 в правом верхнем углу чертежа, взятый в скобки, ставят, если к обработке поверхности детали предъявляют одинаковые требования. Это поверхность со следами обработки драчёвыми напильниками, обдирочными резцами, абразивным кругом.
Знаки ∆ 4 - ∆ 6 - получистая поверхность, с малозаметными следами обработки чистовым резцом, личным напильником, шлифовальным кругом, мелкой шкуркой.
Знаки ∆ 7 - ∆ 9 - чистая поверхность, без видимых следов обработки. Такой обработки достигают шлифованием, опиливанием бархатным напильником, шабрением.
Знак ∆ 10 - очень чистая поверхность, достигнутая тонким шлифованием, доводкой на оселках, опиливанием бархатным напильником с маслом и мелом.
Знаки ∆ 11 - ∆ 14 - классы чистоты поверхности, достигают специальными обработками.
Способы изготовления и технические требования к готовой детали на чертежах указывают надписью (например, притупить острые кромки, закалить, воронить, сверлить отверстие вместе с другой деталью и другие требования к изделию).
Вопросы
- Какими значками обозначают чистоту обработки поверхности?
- После какого вида обработки можно получить чистоту поверхности ∆ 6?
Задание
Прочитайте чертеж на рисунке и ответьте письменно на вопросы по предлагаемой форме.
| Вопросы для чтения чертежа | Ответы |
| 1. Как называется деталь? | – |
| 2. Где ее применяют? | – |
| 3. Перечислите технические требования к детали | – |
| 4. Как называется вид чертежа? | – |
| 5. Какие условности имеются на чертеже? | – |
| 6. Какова общая форма и габарит детали? | – |
| 7. Какая резьба нарезана на стержне? | – |
| 8. Укажите элементы и размеры детали | – |

«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич

Деталь — это часть машины, изготовленная из одного куска материала (например, болт, гайка, шестерня, ходовой винт токарного станка). Узел — это соединение двух или нескольких деталей. Изделие собирают по сборочным чертежам. Чертеж такого изделия, в которое входит несколько узлов, называют сборочным, он состоит из чертежей каждой детали или узла и изображает сборочную единицу (чертеж единого…
Постановлением Государственного комитета СССР по стандартам от 4 января 1979 г. № 31 срок введения установленс 01.01.80
Настоящий стандарт устанавливает правила указания допусков формы и расположения поверхностей на чертежах изделий всех отраслей промышленности. Термины и определения допусков формы и расположения поверхностей - по ГОСТ 24642-81. Числовые значения допусков формы и расположения поверхностей - по ГОСТ 24643-81. Стандарт полностью соответствует СТ СЭВ 368-76.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Допуски формы и расположения поверхностей указывают на чертежах условными обозначениями. Вид допуска формы и расположения поверхностей должен быть обозначен на чертеже знаками (графическими символами), приведенными в таблице.|
Группа допусков |
Вид допуска |
|
| Допуск формы | Допуск прямолинейности | |
| Допуск плоскостности | ||
| Допуск круглости | ||
| Допуск цилиндричности | ||
| Допуск профиля продольного сечения | ||
| Допуск расположения | Допуск параллельности | |
| Допуск перпендикулярности | ||
| Допуск наклона | ||
| Допуск соосности | ||
| Допуск симметричности | ||
| Позиционный допуск | ||
| Допуск пересечения, осей | ||
| Суммарные допуски формы и расположения | Допуск радиального биения Допуск торцового биения Допуск биения в заданном направлении | |
| Допуск полного радиального биения Допуск полного торцового биения | ||
| Допуск формы заданного профиля | ||
| Допуск формы заданной поверхности |
2. НАНЕСЕНИЕ ОБОЗНАЧЕНИЙ ДОПУСКОВ
2.1. При условном обозначении данные о допусках формы и расположения поверхностей указывают в прямоугольной рамке, разделенной на две и более части (черт. 1, 2), в которых помещают: в первой - знак допуска по таблице; во второй - числовое значение допуска в миллиметрах; в третьей и последующих - буквенное обозначение базы (баз) или буквенное обозначение поверхности, с которой связан допуск расположения (пп. 3.7; 3.9).Черт. 1
Черт. 2
2.2. Рамки следует выполнять сплошными тонкими линиями. Высота цифр, букв и знаков, вписываемых в рамки, должна быть равна размеру шрифта размерных чисел. Графическое изображение рамки приведено в обязательном приложении 1. 2.3. Рамку располагают горизонтально. В необходимых случаях допускается вертикальное расположение рамки. Не допускается пересекать рамку какими-либо линиями. 2.4. Рамку соединяют с элементом, к которому относится допуск, сплошной тонкой линией, заканчивающейся стрелкой (черт. 3).

Черт. 3
Соединительная линия может быть прямой или ломаной, но направление отрезка соединительной линии, заканчивающегося стрелкой, должно соответствовать направлению измерения отклонения. Соединительную линию отводят от рамки, как показано на черт. 4.

Черт. 4
В необходимых случаях допускается: проводить соединительную линию от второй (последней) части рамки (черт. 5а ); заканчивать соединительную линию стрелкой и со стороны материала детали (черт. 5б ).

Черт. 5
2.5. Если допуск относится к поверхности или ее профилю, то рамку соединяют с контурной линией поверхности или ее продолжением, при этом соединительная линия не должна быть продолжением размерной линии (черт. 6, 7).

Черт. 6

Черт. 7
2.6. Если допуск относится к оси или плоскости симметрии, то соединительная линия должна быть продолжением размерной линии (черт. 8а , б ). При недостатке места стрелку размерной линии допускается совмещать со стрелкой соединительной линии (черт. 8в ).

Черт. 8
Если размер элемента уже указан один раз, то на других размерных линиях данного элемента, используемых для условного обозначения допуска формы и расположения, его не указывают. Размерную линию без размера следует рассматривать как составную часть условного обозначения допуска формы или расположения (черт. 9).

Черт. 9

Черт. 10
2.7. Если допуск относится к боковым сторонам резьбы, то рамку соединяют с изображением в соответствии с черт. 10а . Если допуск относится к оси резьбы, то рамку соединяют с изображением в соответствии с черт. 10б . 2.8. Если допуск относится к общей оси (плоскости симметрии) и из чертежа ясно, для каких поверхностей данная ось (плоскость симметрии) является общей, то рамку соединяют с осью (плоскостью симметрии) (черт. 11а , б ).

Черт. 11
2.9. Перед числовым значением допуска следует указывать: символ Æ , если круговое или цилиндрическое поле допуска указывают диаметром (черт. 12а ); символ R , если круговое или цилиндрическое поле допуска указывают радиусом (черт. 12б ); символ Т, если допуски симметричности, пересечения осей, формы заданного профиля и заданной поверхности, а также позиционные допуски (для случая, когда поле позиционного допуска ограничено двумя параллельными прямыми или плоскостями) указывают в диаметральном выражении (черт. 12в ); символ Т/2 для тех же видов допусков, если их указывают в радиусном выражении (черт. 12г ); слово «сфера» и символы Æ или R , если поле допуска сферическое (черт. 12д ).

Черт. 12
2.10. Числовое значение допуска формы и расположения поверхностей, указанное в рамке (черт. 13а ), относится ко всей длине поверхности. Если допуск относится к любому участку поверхности заданной длины (или площади), то заданную длину (или площадь) указывают рядом с допуском и отделяют от него наклонной линией (черт. 13 б , в ), которая не должна касаться рамки. Если необходимо назначить допуск на всей длине поверхности и на заданной длине, то допуск на заданной длине указывают под допуском на всей длине (черт. 13г ).
Черт. 13
(Измененная редакция, Изм. № 1). 2.11. Если допуск должен относиться к участку, расположенному в определенном месте элемента, то этот участок обозначают штрихпунктирной линией и ограничивают размерами согласно черт. 14.
Черт. 14
2.12. Если необходимо задать выступающее поле допуска расположения, то после числового значения допуска указывают символ Контур выступающей части нормируемого элемента ограничивают тонкой сплошной линией, а длину и расположение выступающего поля допуска - размерами (черт. 15).

Черт. 15
2.13. Надписи, дополняющие данные, приведенные в рамке допуска, следует наносить над рамкой под ней или как показано на черт. 16.

Черт. 16
(Измененная редакция, Изм. № 1). 2.14. Если для одного элемента необходимо задать два разных вида допуска, то допускается рамки объединять и располагать их согласно черт. 17 (верхнее обозначение). Если для поверхности требуется указать одновременно условное обозначение допуска формы или расположения и ее буквенное обозначение, используемое для нормирования другого допуска, то рамки с обоими условными обозначениями допускается располагать рядом на соединительной линии (черт. 17, нижнее обозначение). 2.15. Повторяющиеся одинаковые или разные виды допусков, обозначаемые одним и тем же знаком, имеющие одинаковые числовые значения и относящиеся к одним и тем же базам, допускается указывать один раз в рамке, от которой отходит одна соединительная линия, разветвляемая затем ко всем нормируемым элементам (черт. 18).
Черт. 17

Черт. 18
2.16. Допуски формы и расположения симметрично расположенных элементов на симметричных деталях указывают один раз.
3. ОБОЗНАЧЕНИЕ БАЗ
3.1. Базы обозначают зачерненным треугольником, который соединяют при помощи соединительной линии с рамкой. При выполнении чертежей с помощью выводных устройств ЭВМ допускается треугольник, обозначающий базу, не зачернять. Треугольник, обозначающий базу, должен быть равносторонним, высотой приблизительно равной размеру шрифта размерных чисел. 3.2. Если базой является поверхность или ее профиль, то основание треугольника располагают на контурной линии поверхности (черт. 19а ) или на ее продолжении (черт. 19б ). При этом соединительная линия не должна быть продолжением размерной линии.
Черт. 19
3.3. Если базой является ось или плоскость симметрии, то треугольник располагают на конце размерной линии (черт. 18). В случае недостатка места стрелку размерной линии допускается заменять треугольником, обозначающим базу (черт. 20).

Черт. 20
Если базой является общая ось (черт. 21а ) или плоскость симметрии (черт. 21б ) и из чертежа ясно, для каких поверхностей ось (плоскость симметрии) является общей, то треугольник располагают на оси.

Черт. 21
(Измененная редакция, Изм. № 1). 3.4. Если базой является ось центровых отверстий, то рядом с обозначением базовой оси делают надпись «Ось центров» (черт. 22). Допускается обозначать базовую ось центровых отверстий в соответствии с черт. 23.
Черт. 22

Черт. 23
3.5. Если базой является определенная часть элемента, то ее обозначают штрихпунктирной линией и ограничивают размерами в соответствии с черт. 24. Если базой является определенное место элемента, то оно должно быть определено размерами согласно черт. 25.

Черт. 24

Черт. 25
3.6. Если нет необходимости выделять как базу пи одну из поверхностей, то треугольник заменяют стрелкой (черт. 26б ). 3.7. Если соединение рамки с базой или другой поверхностью, к которой относится отклонение расположения, затруднительно, по поверхность обозначают прописной буквой, вписываемой в третью часть рамки. Эту же букву вписывают в рамку, которую соединяют с обозначаемой поверхностью линией, закапчивающейся треугольником, если обозначают базу (черт. 27 а ), или стрелкой, если обозначаемая поверхность не является базой (черт. 27 б ). При этом букву следует располагать параллельно основной надписи.

Черт. 26

Черт. 27
3.8. Если размер элемента уже указан один раз, то на других размерных линиях данного элемента, используемых для условного обозначения базы, его не указывают. Размерную линию без размера следует рассматривать как составную часть условного обозначения базы (черт. 28).

Черт. 28
3.9. Если два или несколько элементов образуют объединенную базу и их последовательность не имеет значения (например, они имеют общую ось или плоскость симметрии), то каждый элемент обозначают самостоятельно и все буквы вписывают подряд в третью часть рамки (черт. 25 , 29). 3.10. Если необходимо задать допуск расположения относительно комплекта баз, то буквенные обозначения баз указывают в самостоятельных частях (третьей и далее) рамки. В этом случае базы записывают в порядке убывания числа степеней свободы, лишаемых ими (черт. 30).

Черт. 29

Черт. 30
4. УКАЗАНИЕ НОМИНАЛЬНОГО РАСПОЛОЖЕНИЯ
4.1. Линейные и угловые размеры, определяющие номинальное расположение и (или) номинальную форму элементов, ограничиваемых допуском, при назначении позиционного допуска, допуска наклона, допуска формы заданной поверхности или заданного профиля, указывают на чертежах без предельных отклонений и заключают в прямоугольные рамки (черт. 31).
Черт. 31
5. ОБОЗНАЧЕНИЕ ЗАВИСИМЫХ ДОПУСКОВ
5.1. Зависимые допуски формы и расположения обозначают условным знаком , который помещают: после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента (черт. 32а ); после буквенного обозначения базы (черт. 32б ) или без буквенного обозначения в третьей части рамки (черт. 32г ), если зависимый допуск связан с действительными размерами базового элемента; после числового значения допуска и буквенного обозначения базы (черт. 32в ) или без буквенного обозначения (черт. 32д ), если зависимый допуск связан с действительными размерами рассматриваемого и базового элементов. 5.2. Если допуск расположения или формы не указан как зависимый, то его считают независимым.
Черт. 32
ПРИЛОЖЕНИЕ 1
Обязательное
ФОРМА И РАЗМЕРЫ ЗНАКОВ

ПРИЛОЖЕНИЕ 2
Справочное
ПРИМЕРЫ УКАЗАНИЯ НА ЧЕРТЕЖАХ ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
|
Вид допуска |
Указания допусков формы и расположения условным обозначением |
Пояснение |
| 1. Допуск прямолинейности | Допуск прямолинейности образующей конуса 0,01 мм. | |
|
|
Допуск прямолинейности оси отверстия Æ 0,08 мм (допуск зависимый). | |
|
|
Допуск прямолинейности поверхности 0,25 мм на всей длине и 0,1 мм на длине 100 мм. | |
|
|
Допуск прямолинейности поверхности в поперечном направлении 0,06 мм, в продольном направлении 0,1 мм. | |
| 2. Допуск плоскостности |
|
Допуск плоскостности поверхности 0,1 мм. |
|
|
Допуск плоскостности поверхности 0,1 мм на площади 100 ´ 100 мм. | |
|
|
Допуск плоскостности поверхностей относительно общей прилегающей плоскости 0,1 мм. | |
|
|
Допуск плоскостности каждой поверхности 0,01 мм. | |
| 3. Допуск круглости |
|
Допуск круглости вала 0,02 мм. |
| Допуск круглости конуса 0,02 мм. | ||
| 4. Допуск цилиндричности |
|
Допуск цилиндричности вала 0,04 мм. |
|
|
Допуск цилиндричности вала 0,01 мм на длине 50 мм. Допуск круглости вала 0,004 мм. | |
| 5. Допуск профиля продольного сечения |
|
Допуск круглости вала 0,01 мм. Допуск профиля продольного сечения вала 0,016 мм. |
|
|
Допуск профиля продольного сечения вала 0,1 мм. | |
| 6. Допуск параллельности |
|
Допуск параллельности поверхности относительно поверхности А 0,02 мм. |
|
|
Допуск параллельности общей прилегающей плоскости поверхностей относительно поверхности А 0,1 мм. | |
|
|
Допуск параллельности каждой поверхности относительно поверхности А 0,1 мм. | |
|
|
Допуск параллельности оси отверстия относительно основания 0,05 мм. | |
|
|
Допуск параллельности осей отверстий в общей плоскости 0,1 мм. Допуск перекоса осей отверстий 0,2 мм. База - ось отверстия А. | |
|
|
Допуск параллельности оси отверстия относительно оси отверстия А 00,2 мм. | |
| 7. Допуск перпендикулярности |
|
Допуск перпендикулярности поверхности относительно поверхности А 0,02 мм. |
|
|
Допуск перпендикулярности оси отверстия относительно оси отверстия А 0,06 мм. | |
|
|
Допуск перпендикулярности оси выступа относительно поверхности А Æ 0,02 мм. | |
| Допуск перпендикулярности осп выступа относительно основания 0, l мм. | ||
|
|
Допуск перпендикулярности оси выступа в поперечном направлении 0,2 мм, в продольном направлении 0,1 мм. База - основание | |
|
|
Допуск перпендикулярности оси отверстия относительно поверхности Æ 0,1 мм (допуск зависимый). | |
| 8. Допуск наклона |
|
Допуск наклона поверхности относительно поверхности А 0,08 мм. |
|
|
Допуск наклона оси отверстия относительно поверхности А 0,08 мм. | |
| 9. Допуск соосности |
|
Допуск соосности отверстия относительно отверстия Æ 0,08 мм. |
|
|
Допуск соосности двух отверстий относительно их общей оси Æ 0,01 мм (допуск зависимый). | |
| 10. Допуск симметричности |
|
Допуск симметричности паза Т 0,05 мм. База - плоскость симметрии поверхностей А |
|
|
Допуск симметричности отверстия Т 0,05 мм (допуск зависимый). База - плоскость симметрии поверхности А. | |
|
|
Допуск симметричности осп отверстия относительно общей плоскости симметрии пазов АБ Т 0,2 мм и относительно общей плоскости симметрии пазов ВГ Т 0,1 мм. | |
| 11. Позиционный допуск |
|
Позиционный допуск оси отверстия Æ 9,06 мм. |
|
|
Позиционный допуск осей отверстий Æ 0,2 мм (допуск зависимый). | |
|
|
Позиционный допуск осей 4-х отверстий Æ 0,1 мм (допуск зависимый). База - ось отверстия А (допуск зависимый). | |
|
|
Позиционный допуск 4-х отверстий Æ 0,1 мм (допуск зависимый). | |
|
|
Позиционный допуск 3-х резьбовых отверстий Æ 0,1 мм (допуск зависимый) на участке, расположенном вне детали и выступающем на 30 мм от поверхности. | |
| 12. Допуск пересечения осей |
|
Допуск пересечения осей отверстий Т 0,06 мм |
| 13. Допуск радиального биения |
|
Допуск радиального биения вала относительно оси конуса 0,01 мм. |
|
|
Допуск радиального биения поверхности относительно общей оси поверхностен А и Б 0,1 мм | |
|
|
Допуск радиального биения участка поверхности относительно оси отверстия А 0,2 мм | |
|
|
Допуск радиального биения отверстия 0,01 мм Первая база - поверхность Л. Вторая база - ось поверхности В. Допуск торцового биения относительно тех же баз 0,016 мм. | |
| 14. Допуск торцового биения |
|
Допуск торцового биения на диаметре 20 мм относительно оси поверхности А 0,1 мм |
| 15. Допуск биения в заданном направлении |
|
Допуск биения конуса относительно оси отверстия А в направлении, перпендикулярном к образующей конуса 0,01 мм. |
| 16. Допуск полного радиального биения |
|
Допуск полного радиального биения относительно общей оси поверхностен А и Б 0,1 мм. |
| 17. Допуск полного торцового биения |
|
Допуск полного торцового биения поверхности относительно оси поверхности 0,1 мм. |
| 18. Допуск формы заданного профиля |
|
Допуск формы заданного профиля Т 0,04 мм. |
| 19. Допуск формы заданной поверхности |
|
Допуск формы заданной поверхности относительно поверхностей А, Б, В, Т 0,1 мм. |
| 20. Суммарный допуск параллельности и плоскостности |
|
Суммарный допуск параллельности и плоскостности поверхности относительно основания 0,1 мм. |
| 21. Суммарный допуск перпендикулярности и плоскостности |
|
Суммарный допуск перпендикулярности и плоскостности поверхности относительно основания 0,02 мм. |
| 22. Суммарный допуск наклона и плоскостности |
|
Суммарный допуск наклона и плоскостности поверхности относительно основания 0,05 ми |

















































![]()
В ранее выпущенной
документации допуски соосности, симметричности, смещения осей от номинального
расположения (позиционного допуска), обозначенные соответственно знаками ![]() или текстом в технических требованиях,
следует понимать как допуски в радиусном выражении. 2.
Указание допусков формы и расположения поверхностей в текстовых документах или
в технических требованиях чертежа следует приводить по аналогии с текстом
пояснении к условным обозначениям допусков формы и расположения, приведенным в
настоящем приложении. При этом поверхности, к которым
относятся допуски формы и расположения или которые приняты за базу, следует
обозначать буквами или проводить их конструкторские наименования. Допускается вместо слов «допуск
зависимый» указывать знак и
вместо указаний перед числовым значением символов Æ ; R
; Т; Т/2
запись
текстом, например, «позиционный допуск оси 0,1 мм в диаметральном выражении»
или «допуск симметричности 0,12 мм в радиусном выражении». 3. Во вновь разрабатываемой
документации запись в технических требованиях о допусках овальности,
конусообразности, бочкообразности и седлообразности должна быть, например,
следующей: «Допуск овальности поверхности А
0,2 мм (полуразность
диаметров). В технической документации,
разработанной до 01.01.80, предельные значения овальности, конусообразности,
бочкообразности и седлообразности определяют как разность наибольшего и
наименьшего диаметров. (Измененная редакция, Изм. № 1).
или текстом в технических требованиях,
следует понимать как допуски в радиусном выражении. 2.
Указание допусков формы и расположения поверхностей в текстовых документах или
в технических требованиях чертежа следует приводить по аналогии с текстом
пояснении к условным обозначениям допусков формы и расположения, приведенным в
настоящем приложении. При этом поверхности, к которым
относятся допуски формы и расположения или которые приняты за базу, следует
обозначать буквами или проводить их конструкторские наименования. Допускается вместо слов «допуск
зависимый» указывать знак и
вместо указаний перед числовым значением символов Æ ; R
; Т; Т/2
запись
текстом, например, «позиционный допуск оси 0,1 мм в диаметральном выражении»
или «допуск симметричности 0,12 мм в радиусном выражении». 3. Во вновь разрабатываемой
документации запись в технических требованиях о допусках овальности,
конусообразности, бочкообразности и седлообразности должна быть, например,
следующей: «Допуск овальности поверхности А
0,2 мм (полуразность
диаметров). В технической документации,
разработанной до 01.01.80, предельные значения овальности, конусообразности,
бочкообразности и седлообразности определяют как разность наибольшего и
наименьшего диаметров. (Измененная редакция, Изм. № 1).
Выше были рассмотрены общие вопросы относительно размеров формы и расположения (см. рис. 7.3, 7.4, 7.6, 7.7). Здесь будут рассмотрены особенности изображения отверстий в основном под крепежные детали некоторых соединений и однотипные элементы.
На чертеже детали цилиндрические и резьбовые отверстия могут быть изображены в виде разреза (рис. 7.11, а), на чертеже сборочной единицы отверстие изображают несколько увеличенным (рис. 7.11, б). Определяющим является диаметр б). Расположение осей отверстий определяется конструкцией изделия.
При нанесении размеров элементов, равномерно расположенных по окружности изделия (например, отверстий), вместо угловых размеров, определяющих взаимное расположение элементов, указывают только их количество (рис. 7.12, а, б).
Размеры нескольких одинаковых элементов изделия, как правило, наносят один раз с указанием на полке линии-выноски количества этих элементов (рис. 7.13).
При большом количестве однотипных элементов изделия, неравномерно расположенных на поверхности, можно указывать их размеры в сводной таблице (рис. 7.14). Однотипные элементы при этом обозначают арабскими цифрами или прописными буквами.


0,5x45° 3 фаски
- 03,2
- 2 отд

Если же на чертеже показано несколько групп близких по размерам отверстий, то рекомендуется отмечать одинаковые отверстия одним из условных знаков (рис. 7.15). Количество отверстий и их размеры допускается указывать в таблице. Отверстия обозначают условным знаком на том изображении, на котором указаны размеры их положения.
Одинаковые элементы, расположенные в разных частях изделия (например, отверстия), рассматривают как один элемент, если между ними нет промежутка (рис. 7.16, а) или если эти элементы соединены тонкими сплошными линиями (рис. 7.16, б). При отсутствии этих условий указывают полное количество элементов (рис. 7.16, в).
Если одинаковые элементы изделия (например, отверстия) расположены на разных поверхностях и показаны на разных изображениях, то количество этих элементов записывают отдельно для каждой поверхности (рис. 7.17).
|
7777777. |
|
|
- ? - --- |
|
4 отб. 0 ЮН 12

- 2 отб. М806Ь
- 2 от 6.0 ЮН 12
- 2 отб

Обозначение отверстий. Когда изображение отверстий на чертеже имеет размеры 2 мм и менее, рекомендуется их указывать на полке линии-выноски. Так же следует поступать при отсутствии изображения отверстия в разрезе вдоль оси. Соответствующие примеры даны на рис. 7.18 и 7.19.
На рис. 7.18 показаны: а, б, в, г - глухие отверстия диаметром 3, глубиной 6 мм и диаметром 5 и глубиной 7 мм; д, е, ж, з - 2 отверстия диаметром 10 мм с зенковкой 1 х 45° и 3 отверстия диаметром 6 мм с цилиндрической зенковкой диаметром 12 и глубиной 5 мм.
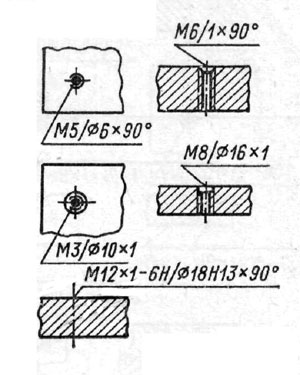
На рис. 7.19 показаны резьбовые отверстия: а, б - сквозное отверстие с резьбой М10; в, г - глухое резьбовое гнездо с резьбой М8 с шагом резьбы 1 мм, длиной отверстия с полным профилем резьбы 10 мм и глубиной сверления 16 мм; д, е - глухое резьбовое гнездо с резьбой Мб и длиной резьбы с полным профилем резьбы 10 мм, с зенковкой под 90° глубиной 1 мм; ж, з - сквозное отверстие с резьбой М12 и зенковкой диаметром 18 мм под углом 90°.
Принятая система обозначений позволяет давать в строчной записи размеры отверстий и элементов, входящих в их структуру. Различные формы головок, концов винтов, зенковок под головки винтов и отверстий под концы установочных винтов стандартизованы.
- 0 ЮН 7- М 5° 06/012x5

- д) ж)
- 01ОН7-7х45 с
- 2 отб

- 06/012x5
- 3 отб
М10-6Н М8x1x10-16 Мбх 10/1x90° М12-6Н/018x90°
а) б) д) ж)
М10-6Н
М8х1х10-16
М6x10/1x90°
М12-6Н/018x90 ‘
Сквозные квадратные и продолговатые отверстия выполняют в деталях типа корпусов и плит, имеющих линейное или угловое перемещение. В отверстиях размещают стержень крепежной детали (болта, винта, шпильки).
Отверстия изображают в двух проекциях: на продольном полном или местном разрезе и на виде сверху (рис. 7.20). На виде сверху обычно показывают размеры формы - длину, ширину и радиус скругления - и размер положения; на продольном разрезе - толщину детали.
Сквозные дуговые отверстия выполняют в деталях, имеющих круговое установочное перемещение (рис. 7.21).

Т-образные обработанные прямые пазы выполняют в деталях типа столов, плит для закрепления на них приспособлений, имеющих линейное установочное перемещение, обрабатываемых деталей и т.п. В пазах размещают головки специальных болтов.
Для изображения пазов достаточно одной проекции, на которой проставляют все размеры формы, а от оси симметрии - размер положения (рис. 7.22). Размеры Т-образных обработанных пазов ста н дарти зо ва н ы.

Т-образные обработанные кольцевые пазы выполняют в деталях типа поворотных столов, плит и др. для закрепления на них приспособлений, имеющих круговое установочное перемещение.
Кольцевые пазы изображают в двух проекциях: на поперечном разрезе и виде сверху (рис. 7.23). На поперечном разрезе наносят размеры формы, относящиеся к профилю паза; на виде сверху - радиус оси симметрии паза (он же, как правило, является размером положения).


Профили направляющих скольжения. Направляющие скольжения широко используются в металлорежущих станках. Установлены следующие их типы:
- тип 1 - прямоугольные симметричные (рис. 7.24);
- тип 2 - треугольные несимметричные (рис. 7.25);

- тип 3 - прямоугольные (рис. 7.26);
- тип 4 - остроугольные («ласточкин хвост» - рис. 7.27).



На рис 7.24 и 7.25 указаны стандартные размеры, а размер В* - справочный. Остальные размеры стандартизованы.
Шпоночные пазы выполняют всегда в двух деталях: охватываемой и охватывающей (вал и втулка). В пазы устанавливают шпонку, передающую вращающий момент от вала к втулке или наоборот.
Паз под призматическую шпонку изображают на двух разрезах. На разрезе плоскостью, перпендикулярной к оси вала или отверстия (рис. 7.28, в , д), показывают поперечную форму паза и наносят размеры ширины и глубины. На продольном местном или полном разрезе (рис. 7.28, а, г), реже для вала на виде сверху (рис. 7.28, б) показывают длину паза и его положение относительно других поверхностей детали и наносят остальные размеры.

Линию пересечения боковых стенок паза с поверхностью вала или втулки заменяют на изображении проекцией крайней образующей поверхности вала или отверстия.
Размеры шпоночных пазов для призматических и сегментных (рис. 7.29) шпонок на валу и втулке стандартизованы. Определяющим размером служат диаметр вала и втулки.

Если шпоночные пазы необходимо выполнить на конических валу или втулке, то их изображения совпадают с изображениями пазов для цилиндрических вала и втулки. Только размер положения паза на валу наносят от меньшего основания конической части вала (рис. 7.30, а ) и размер глубины паза в отверстии наносят в плоскости меньшего основания конической части отверстия (рис. 7.30, в). Эти размеры стандартизованы.


Канавки под стопорные многолапчатые шайбы. В канавку вала входит внутренняя лапка многолапчатой шайбы. Одна из наружных лапок шайбы загибается внутрь одного из пазов гайки, чтобы предотвратить ее самоотвинчивание.
На чертеже вала размеры канавки, как правило, ставят на сечении (рис. 7.31, а). На главном виде вала вдоль канавки делают местный разрез, на котором показывают выход дисковой фрезы, нарезающей канавку, и ставят размер /? фрезы (рис. 7.31, б). Диаметр резьбы вала служит определяющим размером, по которому находят размеры канавки.

Размеры нескольких одинаковых элементов изделия (отверстий, фасок, пазов, спиц и т. п.) наносят один раз, указывая на полке линии-выноски число этих элементов (рисунок 1а). Если какие то элементы расположены по окружности изделия, вместо числовых размеров, определяющих взаимное расположение этих элементов, указывают только их число (рисунок 1б). Размеры двух симметрично расположенных элементов изделия (за исключением отверстий) группируют в одном месте и наносят один раз, без указания их числа (рисунок 2). Число одинаковых отверстий всегда указывают полностью, а их размеры - только один раз. Если одинаковые элементы расположены на изделии равномерно, рекомендуется проставить размер между двумя соседними элементами, а затем размер (промежуток) между крайними элементами в виде произведения числа промежутков между элементами на размер промежутка (рисунок 3). При нанесении большого числа размеров от общей базы (от отметки «0») проводят общую размерную линию, а размерные числа проставляют у концов выносных линий (рисунок 4а). Размеры диаметров цилиндрического изделия сложной формы наносят, как показано на рисунке 4б.



Допускается координатный способ нанесения размеров элементов изделия при большом их числе и неравномерном расположении на поверхности: размерные числа указывают в таблице, обозначая отверстия арабскими цифрами (рисунок 5а) или прописными буквами (рисунок 5б).

Одинаковые элементы, расположенные в разных частях изделия, рассматривают как один элемент, если между ними нет промежутка (рисунок 6а) или если эти элементы соединены сплошными тонкими линиями (рисунок 6б), в противном случае указывают полное число элементов (рисунок 6в).

Если одинаковые элементы изделия расположены на разных поверхностях и показаны на разных изображениях, то число этих элементов записывают отдельно для каждой поверхности (рисунок 7). Размеры одинаковых элементов изделия, лежащих на одной поверхности, допускается повторять в случае, когда они значительно удалены друг от друга и не увязаны между собой размерами (рисунок 8). Если на чертеже изделия много близких по размеру отверстий, из которых можно образовать группы, то отверстия каждой группы обозначают условным знаком (на том изображении, где проставлены размеры, определяющие их положение), а число отверстий и их размеры для каждой группы проставляют в таблице (рисунок 9).



Упрощенное нанесение размеров отверстий
 В случаях, если диаметр отверстия на изображении 2 мм и менее, если отсутствует изображение отверстия в разрезе
(сечении) вдоль оси или если нанесение размеров отверстий по общим правилам усложняет чтение
чертежа, размеры отверстий на чертежах наносят упрощенно в соответствии с ГОСТ 2.318-81
(СТСЭВ 1977-79). Размеры отверстий указывают на полке линии-выноски, проведенной от оси
отверстия (рисунок 10). Примеры упрощенного нанесения размеров отверстий приведены в таблице ниже.
В случаях, если диаметр отверстия на изображении 2 мм и менее, если отсутствует изображение отверстия в разрезе
(сечении) вдоль оси или если нанесение размеров отверстий по общим правилам усложняет чтение
чертежа, размеры отверстий на чертежах наносят упрощенно в соответствии с ГОСТ 2.318-81
(СТСЭВ 1977-79). Размеры отверстий указывают на полке линии-выноски, проведенной от оси
отверстия (рисунок 10). Примеры упрощенного нанесения размеров отверстий приведены в таблице ниже.
| тип отверстия | Изображение отверстия и структура упрощенной записи размеров | упрощенное нанесение размеров |
|---|---|---|
| гладкое сквозное |  |
 |
| гладкое сквозное с фаской |  |
 |
| гладкое глухое |  |
 |
| гладкое глухое с фаской |  |
 |
| гладкое сквозное с цилиндрической зенковкой |  |
 |
| гладкое сквозное с конической зенковкой |  |
 |
| гладкое сквозное с конической зенковкой и расточкой |  |
 |
| резьбовое сквозное и резьбовое глухое с фаской |  |
 |
| резьбовое глухое с зенковкой |  |
 |
| резьбовое сквозное с зенковкой |  |
 |
Примечание
Принятые обозначения элементов отверстий, используемые в структуре записи: d 1 - диаметр основного отверстия; d 2 - диаметр зенковки; l 1 - длина цилиндрической части основного отверстия; l 2 - длина резьбы в глухом отверстии; l 3 - глубина зенковки; l 4 - глубина фаски; z - обозначение резьбы по стандарту; φ - центральный угол зенковки; α - угол фаски.
Глухое резьбовое отверстие выполняется в следующем порядке: сначала высверливается отверстие диаметра d1 под резьбу, затем выполняется заходная фаска S x45º (рис. 8,а ) и, наконец, нарезается внутренняя резьба d (рис. 8,б ). Дно отверстия под резьбу имеет коническую форму, а угол при вершине конуса φ зависит от заточки сверла. При проектировании принимается φ = 120º (номинальный угол заточки сверл). Вполне очевидно, что глубина резьбы должна быть больше длины ввинчиваемого резьбового конца крепежной детали. Между окончанием резьбы и дном отверстия тоже остается некоторое расстояние а , называемое «недорез».
Из рис. 9 становится ясен подход к назначению размеров глухих резьбовых отверстий: глубина резьбы h определяется как разница стяжной длины L резьбовой детали и суммарной толщины H притягиваемых деталей (может
быть одна, а может быть их и несколько), плюс небольшой запас резьбы k , обычно принимаемый равным 2-3 шагам Р резьбы
h = L – H + k ,
где k = (2…3) Р.

Рис. 8. Последовательность выполнения глухих резьбовых отверстий

Рис. 9. Крепление винтом в сборе
Стяжная длина L крепежной детали указывается в ее условном обозначении. Например: «Болт М6х20.46 ГОСТ 7798-70» – его стяжная длина L = 20 мм. Суммарная толщина притягиваемых деталей H высчитывается из чертежа общего вида (в эту сумму следует добавить и толщину шайбы, подложенной под головку крепежного изделия). Шаг резьбы Р также указывается в условном обозначении крепежной детали. Например: «Винт М12х1,25х40.58 ГОСТ 11738-72» - его резьба имеет мелкий шаг Р = 1,25 мм. Если шаг не указывается, то по умолчанию он основной (крупный). Катет заходной фаски S обычно принимают равным шагу резьбы Р . Глубина N отверстия под резьбу больше значения h на размер недореза а :
N = h + a.
Некоторое отличие расчета размеров резьбового отверстия под шпильку состоит в том, что ввинчиваемый резьбовой конец шпильки не зависит от ее стяжной длины и толщин притягиваемых деталей. Для представленных в задании шпилек ГОСТ 22032-76 ввинчиваемый «шпилечный» конец равен диаметру резьбы d , поэтому
h = d + k.
Полученные размеры следует округлить до ближайшего большего целого числа.
Окончательное изображение глухого резьбового отверстия с необходимыми размерами приведено на рис. 10. Диаметр отверстия под резьбу и угол заточки сверла на чертеже не указывают.

Рис. 10. Изображение глухого резьбового отверстия на чертеже
В таблицах справочника приведены значения всех расчетных величин (диаметры отверстий под резьбу, недорезы, толщины шайб и пр.).
Необходимое замечание: применение короткого недореза должно быть обосновано. Например, если деталь в месте расположения в ней резьбового отверстия недостаточно толстая, а сквозное отверстие под резьбу может нарушить герметичность гидравлической или пневматической системы, то конструктору приходится «ужиматься», в т.ч. укорачивая недорез.
ДЕТАЛИ, ПОДВЕРГАЕМЫЕ СОВМЕСТНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
При изготовлении машин некоторые поверхности деталей обрабатываются не индивидуально, а совместно с поверхностями ответных деталей. Чертежи таких изделий имеют особенности. Не претендуя на полный обзор возможных вариантов, рассмотрим две разновидности таких деталей, встречающиеся в заданиях по теме.
Штифтовые соединения
Если в сборочном узле две детали стыкуются по общей плоскости и есть необходимость точно зафиксировать их взаимное положение, то применяется соединение деталей штифтами. Штифты позволяют не только фиксировать детали, но и легко восстанавливать прежнее их положение после разборки с ремонтными целями. Например, в сборе двух корпусных деталей 1 и 2 (см. рис. 11) необходимо обеспечить соосность расточек Ø48 и Ø40 под подшипниковые узлы. Прижатие фланцев осуществляется болтами 3 , а настроенная один раз соосность расточек обеспечена двумя штифтами 6 . Штифт – это точный цилиндрический или конический стержень; отверстие под штифт также выполняется весьма точным, с шероховатостью поверхности не хуже Ra 0,8. Очевидно, что полное совпадение штифтового отверстия, половины которого расположены в разных деталях, проще всего выполнить, если две детали предварительно выставить в необходимом положении, скрепить болтами и изготовить отверстие под штифт одним проходом инструмента сразу в обоих фланцах. Это называется совместной обработкой. Но такой прием должен быть оговорен в проектной документации, чтобы технолог его учел при формировании технологического процесса изготовления узла. Указание совместной обработки отверстий под штифт выполняется в конструкторской документации следующим способом.
На СБОРОЧНОМ чертеже задаются размеры отверстий под штифт, размеры их расположения и указывается шероховатость обработки отверстия. Названные размеры помечаются «*», а в технических требованиях чертежа делается запись: «Все размеры для справок, кроме обозначенных *». Это означает, что размеры, по которым на собранном узле выполняются отверстия, исполнительные и они подлежат контролю. А на чертежах ДЕТАЛЕЙ отверстия под штифт не показываются (а значит, и не выполняются).
Расточки с разъемом
В некоторых машинах расточенные отверстия под подшипники располагаются одновременно в двух деталях с размещением плоскости их разъема по оси подшипника (чаще всего встречается в конструкциях редукторов – соединение «корпус-крышка»). Расточки под подшипники – точные поверхности с шероховатостью не хуже Ra 2,5, изготавливаются они совместной обработкой, а на чертежах это задается следующим образом (см. рис. 12 и 13).
На чертежах КАЖДОЙ из двух деталей числовые значения размеров поверхностей, обрабатываемых совместно, указываются в квадратных скобках. В технических требованиях чертежа делается запись: «Обработку по размерам в квадратных скобках производить совместно с дет. № …». Под номером понимается обозначение чертежа ответной детали.

Рис. 11. Задание на чертеже отверстия под штифт

Рис. 12. Расточка с разъемом. Сборочный чертеж


Рис. 13. Задание расточки с разъемом на чертежах деталей
ЗАКЛЮЧЕНИЕ
После прочтения описанного выше процесса создания чертежа детали может возникнуть сомнение: неужели профессиональные конструкторы так тщательно прорабатывают каждую мелкую детальку? Смею заверить – именно так! Просто при выполнении чертежей простых и типовых деталей все это делается в голове конструктора мгновенно, но в сложных изделиях - только так, пошагово.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. ГОСТ 2.102-68 ЕСКД . Виды и комплектность конструкторских документов. М. : ИПК Издательство стандартов, 2004.
2. ГОСТ 2.103-68 ЕСКД . Стадии разработки. М. : ИПК Издательство стандартов, 2004.
3. ГОСТ 2.109-73 ЕСКД . Основные требования к чертежам. М. : ИПК Издательство стандартов, 2004.
4. ГОСТ 2.113-75 ЕСКД . Групповые и базовые конструкторские документы. М. : ИПК Издательство стандартов, 2004.
5. ГОСТ 2.118-73 ЕСКД . Техническое предложение. М. : ИПК Издательство стандартов, 2004.
6. ГОСТ 2.119-73 ЕСКД . Эскизный проект. М. : ИПК Издательство стандартов, 2004.
7. ГОСТ 2.120-73 ЕСКД . Технический проект. М. : ИПК Издательство стандартов, 2004.
8. ГОСТ 2.305-68 ЕСКД . Изображения – виды, разрезы, сечения. М. : ИПК Издательство стандартов, 2004.
9. Левицкий В. С.Машиностроительное черчение: учеб. для вузов / В. С. Левицкий. М. : Высш. шк., 1994.
10. Машиностроительное черчение / Г. П. Вяткин [и др.]. М. : Машиностроение, 1985.
11. Справочное руководство по черчению / В. И. Богданов. [и др.]. М. :
Машиностроение, 1989.
12. Каузов А. М. Выполнение чертежей деталей: справочные материалы
/ А. М. Каузов. Екатеринбург: УГТУ-УПИ, 2009.
ПРИЛОЖЕНИЯ
Приложение 1
Задание по теме 3106 и пример его исполнения
Задание № 26



Пример исполнения задания № 26






Приложение 2
Типичные ошибки студентов при выполнении деталировки